Alternatively, these websites may already contain answers to the topic :
T
Tracking error is the time interval between the ...
Tuning is a particular method of dynamically optimizing ...
see Angle Terms
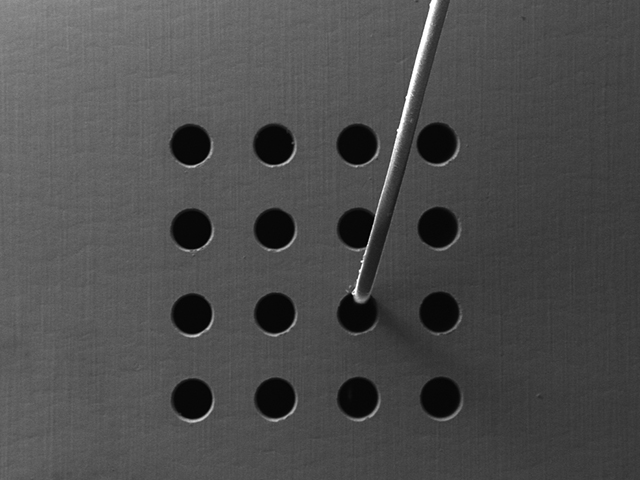
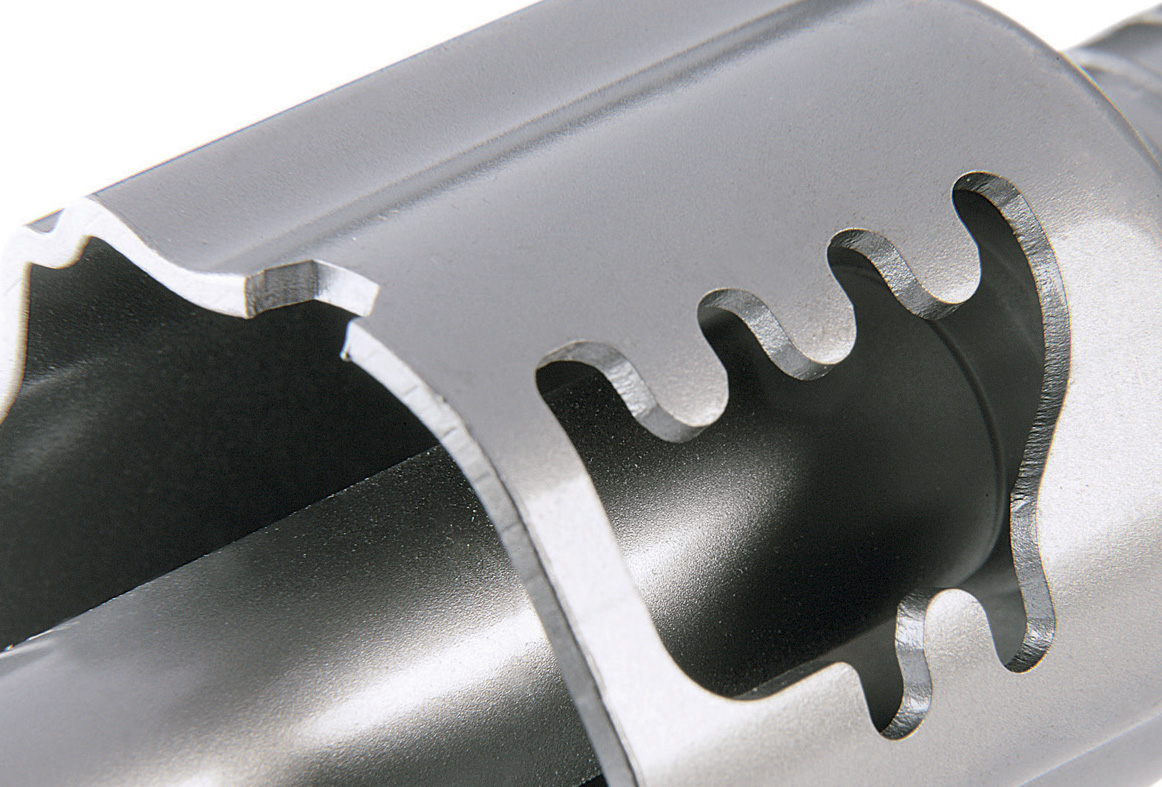
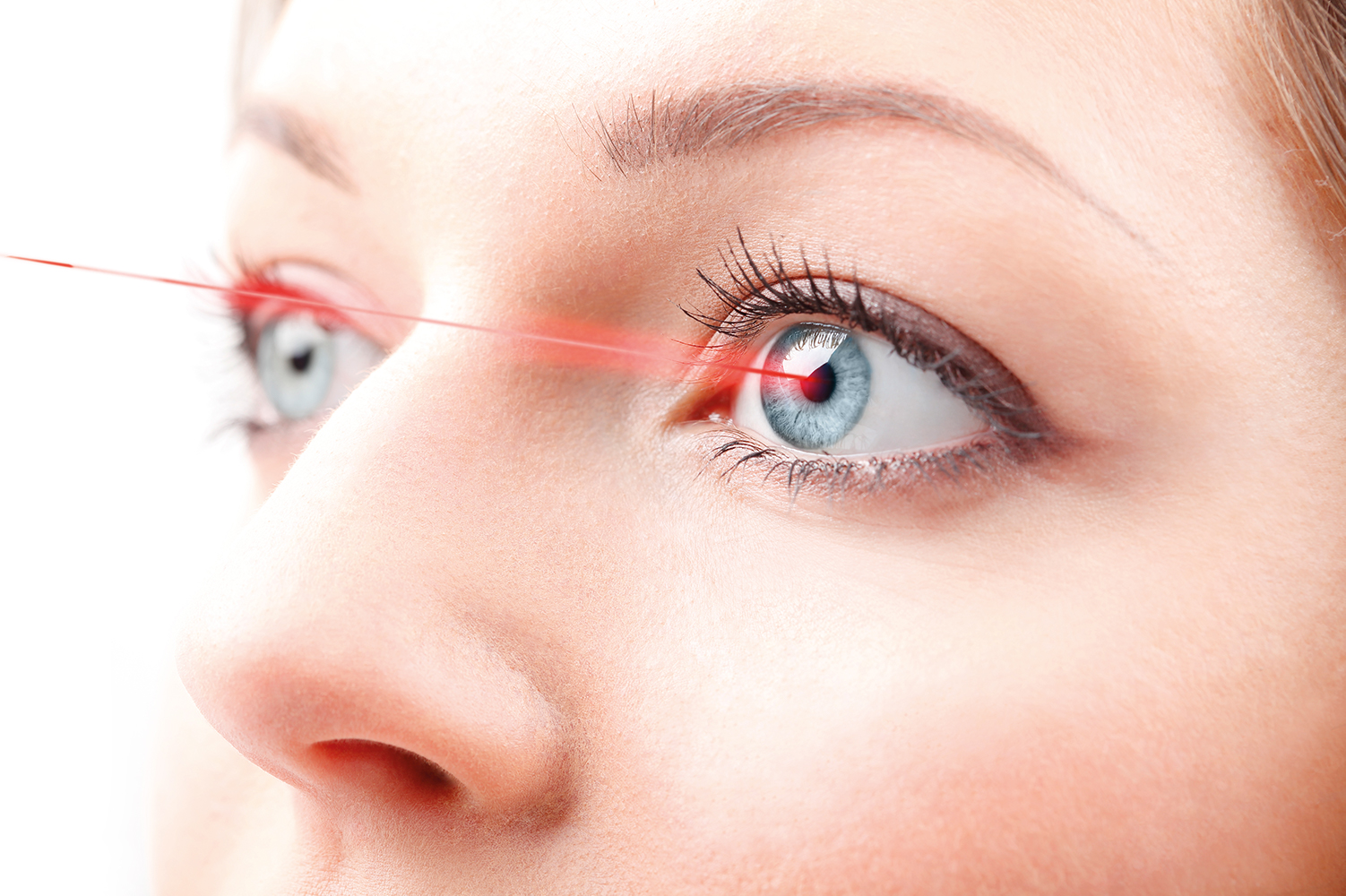
Lasers as Tools
By transforming lasers into universal tools, scanning solutions help to add functionality and value to materials. SCANLAB's broad palette of scanning solutions fulfills demands for higher speed, more precision, greater efficiency or improved environmental compatibility.